1. 前言
機械構造中的平臺進給系統是決定軸方向精度的重要的運行機構。
隨著NC機床精度的提高和現在半導體制造設備、信息相關設備、超精密加工的發展,市場中不斷提出高精度的要求。
在這里,將會以機構里面重要的機械要素——滾珠絲杠、直線引導裝置為中心,對各要素對定位精度的影響進行概述。
2. 精密定位精度的因素
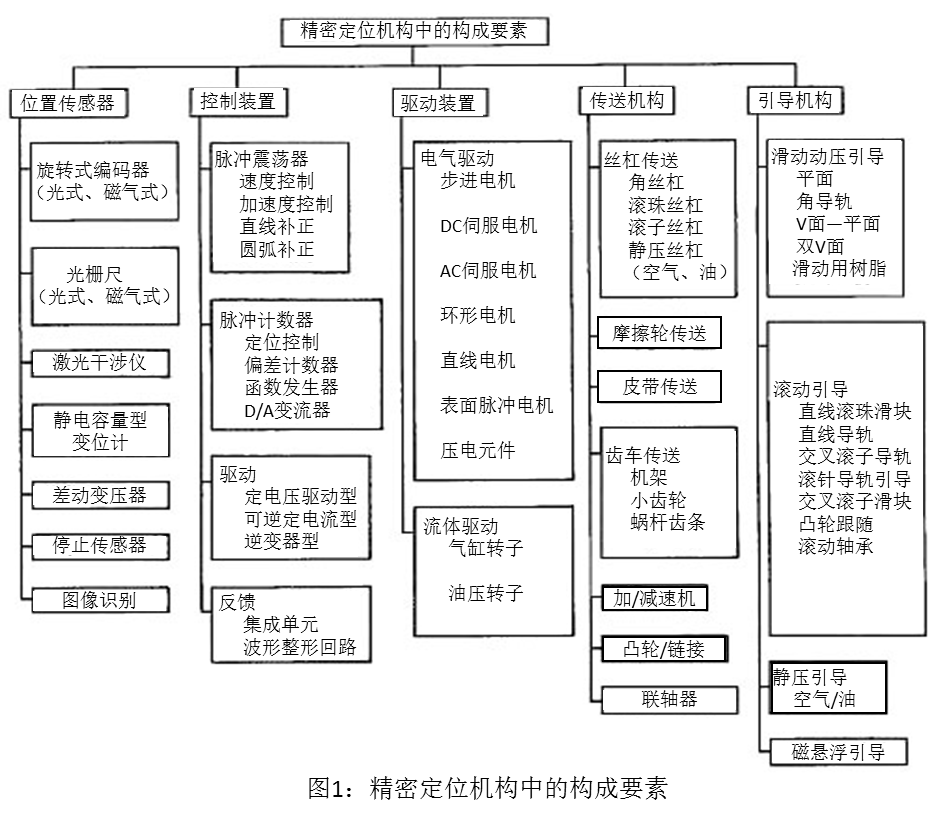
圖1展示的是精密定位機構中的構成要素。雖說為定位精度,但需要的功能和精度是多種多樣的,因此使用的要素也要考慮多種組合。并不是哪個要素一定是好的,而是為了達到要求的功能和精度,哪個要素是合適的。
另外,控制驅動裝置當然也發揮著極為重要的作用。提高定位系統的高精度化,并不是針對某單一要素的高精度化,關鍵在于對系統整體進行探討和最優化設計。
其中,傳送螺紋作為使用的傳送機構的要素之一,被業界內廣泛使用。按照精度,要素分類多種多樣。從便宜的滑動絲杠,到超精密角絲杠以及靜壓絲杠。
在細微定位方面,壓電元件、直線電機等直接驅動或摩擦驅動裝置等都具有各種實用化的案例。
雖然有各種各樣的傳送驅動要素,但從價格、長時間的穩定性、行程?剛度?負載容量?速度的響應性、控制的難易程度、使用的便利性等方面進行考慮,滾珠絲杠擁有諸多特長。
引導機構中會利用各種的要素,其中滑動引導(動壓引導)是最常見的。但在現今高精度高速度化的要求下,受到引導部位的游隙、摩擦力隨速度、外力的變化、低速時的粘滑、高速時的耐久性等問題的影響,靜壓引導和滾動引導的使用在逐漸增加。另外在真空等環境下磁懸浮引導也逐漸進入實用階段。
3. 滾珠絲杠定位精度的影響因素
3.1. 導程精度
滾珠絲杠的導程精度是1980年制成了JIS標準,1987年進行了部分訂正,規定了(1)累計代表移動量誤差、(2)相對絲杠部分有效長度的最大幅度、(3)任意300mm的最大幅度、(4)任意一圈轉動的最大幅度等共4個特性。
雖然滾珠絲杠要求的功能是螺母的進給精度,但一般對軸單體的導程精度進行測量的情況比較多。導程精度分為廣范圍和狹范圍,相對來說,廣范圍精度因為加工精度好和容易補正的原因,很少出現問題。今后為了應對高精度化的需要,狹范圍精度會越發重要。
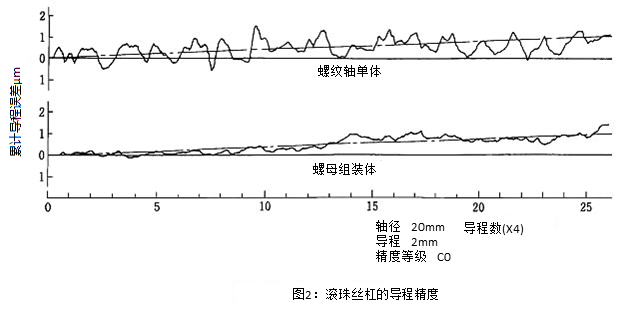
圖2是最高精度C0級的導程誤差的一個示例。累計代表移動量誤差是1μm/208mm,相對絲杠部分有效長度的最大幅度是2μm,螺母組裝狀態的最大幅度不超過0.9μm,是規格值的1/2以下。
誤差變動的特征成分是溝道磨床中軸的1圈轉動的成分(12mm周期),雖然單體是1~1.5μm,但因為螺母組裝后的平均化效果會減少到0.5μm以下。一般相比單體的狹范圍的誤差,螺母組裝后有1/2到1/3的減少。
3.2. 非同期成分
上述的導程精度即使周期不一樣,均會出現軸的旋轉同期成分。滾動要素中由于會出現滾動體的自轉/公轉所產生的非同期成分,在超精密的領域會成為主要問題。原因在于滾道面的粗糙度、真圓度、滾動體外徑之間的相互差、真球度不良等,更有循環機構引起的滾動體在出入過程中引起的振動問題。根據塚田等1)的報告,在一個移動誤差在0.4~0.5μm的平臺上,將原本使用的滾珠絲杠使用保持架或者合成樹脂的間隔鋼球,移動誤差將會降低至0.1μm以下。鋼球通過成分不單會通過振動的形式出現,還會通過扭矩變動的形式出現,這容易引起電機輸出扭矩的移動誤差。這類誤差不同于同期成分,很難通過控制補償來補正,而且出現在滾珠絲杠應用在超精密領域的時候,正確的評價研究案例很少,是今后的重要課題之一。
3.3. 安裝部精度、安裝誤差
即使導程精度是高精度的,如果不正確進行安裝,定位精度也會變差。1987年的JIS訂正中,認識到了滾珠絲杠安裝部精度的重要性,因此規格值比以前變更的更為嚴格,并且今后會有更加嚴格的趨勢。
如果滾珠絲杠、軸承和引導機構的同心度差,就容易出現旋轉跳動的誤差,容易和導程誤差混淆。根據米田2)的案例報告,將螺母和支撐軸承的同心度控制到原來的數分之一,超精密切削時的導程誤差特征將會消失。
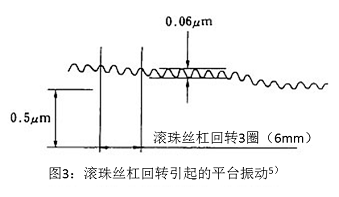
圖3展示了在空氣靜壓導軌的引導下,C0級滾珠絲杠通過聯軸器連接,移動時的位置變化測量示例3)。雖然出現了回轉振動成分,但幅度很小。并且,在要進一步減少時,將螺母與平臺只在軸方向上固定,其他方向自由的安裝方法也已經在實際中得到應用4~7)。
3.4. 剛度
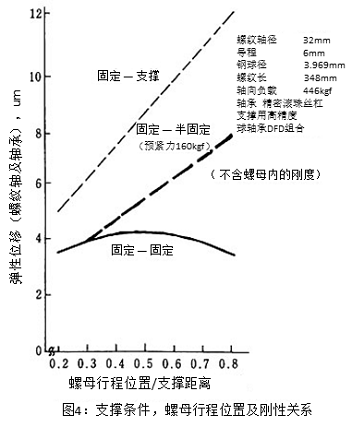
如果滾珠絲杠整體的剛度弱,就會發生空程。滾珠絲杠整體的剛度并不只是螺母內部剛度(鋼球和溝道之間的剛度),還有絲杠軸的伸縮、支撐軸承的剛度等因素,需要整體進行考慮。一般絲杠軸的伸縮占的比例最大,該剛度受的支撐條件影響很大。
如圖4所示,固定—支撐(軸方向自由)時,隨著螺母位置,剛度的變化較大,固定—固定時的剛性較高,且變化更小。
固定—固定的條件下雖然對高精度化更有利,但也有因為絲杠軸熱膨脹而使支撐軸承過負載等問題。這種時候使用固定—半固定的構造比較多8)。
3.5. 摩擦力矩
滾珠絲杠的摩擦本來就很小,感覺上可以為了提高剛度而加大預緊力。但是,在精密定位方面,因為滾珠絲杠和支撐軸承的扭矩(特別是摩擦力矩波動)變化引起的控制系統累計脈沖的變動,會引起定位精度的誤差。因此摩擦力矩的穩定越來越很重要,在1987年JIS訂正中對摩擦力矩的規格進行了定義,對基準例句Tp和相對基準例句的變化規格值進行了規定。
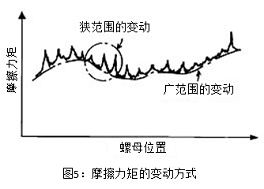
摩擦力矩的變動也有廣范圍和狹范圍的變動。廣范圍變動的原因主要是因為絲杠軸溝道徑的誤差而引起的預緊量的變化(定位預緊的情況)。如果剛度沒有問題,使用定壓預緊時這種變化會變得非常小。狹范圍變動是由絲杠軸溝道面的精度、形狀精度、循環路的設計/加工精度等因素引起的。狹范圍變動在低速和搖動時特別明顯,使用間隔鋼球對改善狹范圍變動有很好的效果。
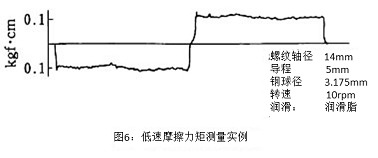
相比滑動絲杠,滾珠絲杠被認為摩擦力矩小但變動大,但如圖6所示,現在已經已經有了很大的改善。
如同后面會論述,在高速運轉時,潤滑劑粘度的影響會使摩擦力矩增大。相反超低速運行時,潤滑劑的特性會對摩擦力矩產生影響。
如前面所述,滾珠絲杠的安裝誤差也會與摩擦力矩變動有關系。如果安裝精度差,伴隨著鋼球通過成分的變化,摩擦力矩隨著扭轉力的增大而增大,特別在低速領域會有摩擦力矩異常增大的情況發生。
3.6. 熱膨脹
隨著高速化的推進,滾珠絲杠熱變形的影響越來越大。
滾珠絲杠的溫度上升可以通過質點系的簡化而用以下計算公式求出。

在這里,
- θ:溫度上升 (°C)
- t: 時間 (h)
- Q: 單位時間內的發熱量 (kcal/h)
- β:單位時間單位溫度內的放熱量 (kcal/h?°C)
- CM:熱容比 (kcal/°C)
熱變形可以通過熱膨脹系數和溫度上升值而求出。
以下整理出熱變形的對策。
在考慮實際的機械的發熱量時因為電機和支撐軸承的發熱也很大,不能只考慮滾珠絲杠的影響。這里只針對滾珠絲杠單體的影響進行考量,影響因素有摩擦力矩和轉速。
摩擦力矩由負載項T
F和速度項T
V的和組成。滾珠絲杠的受力由預緊力和外部載荷組成,但預緊滾珠絲杠的外部載荷影響小,因此T
F的計算中只計算預緊摩擦力矩是沒有問題。如前說述,即使預緊量增大,全體體系的剛度也不會明顯增加,所以預緊力的設定以最小限度為好。
速度項T
V是由潤滑劑的粘著抵抗和攪拌抵抗而產生的摩擦形成的。粘度對T
V的影響很大,因此潤滑劑的選擇非常重要。筆者考慮了潤滑性能,在輕負載?輕摩擦力矩領域里推薦使用40℃(基油)粘度的10~30cSt,在大負載領域里推薦使用35~50cSt的潤滑劑。
轉速與發熱量成正比。但是,因為散熱量也和轉速有關系,因此溫升與轉速的0.5次方成比例。無論如何,低轉速溫升較低,因此伴隨著高速化也有導程加大的傾向。
發熱量由取決于以下幾方面的和(1)滾珠絲杠表面的熱傳遞、(2)向絲杠軸端的熱傳遞、(3)螺母向螺母座的熱傳遞、(4)強制冷卻的散熱 。
如上述所說,通過選擇適合的預緊量和潤滑劑,可以有效地抑制溫升。為了今后進一步高速化,要考慮使用一些強制冷卻手段。
強制冷卻有各種各樣的方法,冷卻對象分為螺母和絲杠軸。螺母冷卻因為不是直接對絲杠軸進行冷卻,冷卻效果較小,軸冷卻的效果比較好。在絲杠軸外周或中空軸冷卻都在實際應用上沒有問題。冷卻流體按效果排序分別是水、油、空氣。雖然空氣因為流量的原因冷卻效果較小,但因為有流體不用回收等優點也有使用。中空滾珠絲杠作為強制冷卻用滾珠絲杠已經進行了系列化,各種效果也已經作成了各種報告。
回避溫升的影響的方法也有各種各樣的提案。用低膨脹系數的材料來制作絲杠軸可以減少熱變形,但是材料強度、成本等因素在應用時要優先考慮。
最常使用的方法是絲杠軸的預拉伸。但是在軸旋轉的情況下,一般考慮溫升2~3°C相當的預拉伸力,特別情況也有考慮5°C相當的預拉伸力。前述的強制冷卻和預拉伸力一起使用在不必考慮高精度冷卻能力的時候非常有效果。
根據垣野
9)的報告,也有通過實時監察電機上的負載和速度,預測溫升和絲杠軸熱變形,從而進行補正的方法。
閉環控制時,熱變形并不會產生直接的影響。雖然這是高精度化的有效方法,但因為成本上升和控制困難等原因也并不是萬能的。
4. 直線引導裝置的影響
如前說述,有各種各樣的直線引導裝置。因為近年滾動引導滑塊有很多使用案例,這里主要對交叉滾子導軌(非循環滾子類型)、直線導軌(循環球類型)引起的定位精度的相關問題進行闡述。
4.1. 交叉滾子導軌
4.1.1. 安裝和安裝精度
這種直線引導是由導軌與基臺組裝,調整間隙后得到相應的性能的。所以如果不進行正確的安裝就不能得到高精度的引導,必須十分地注意安裝方法。
導軌的溝道面的粗糙度和彎曲固然已經很小,但溝道的垂直度和形狀也很重要。因為滑塊的安裝面最后是通過無間隙地安裝導軌得到的,所以要得到高精度的運行精度就必須使導軌精度達到同等級的精度。通常通過橫壓螺釘來調整組裝后的壓緊力,但在擰緊螺釘時會使導軌變形,從而使運行精度惡化。因此會在導軌和橫壓螺釘之間放入橫壓版,使螺釘力得到平均化。
4.1.2. 運行精度
這種類型的引導如果得到正確的組裝,將會得到良好的運行精度。
交叉滾子導軌(其他非循環導軌同理)隨著平臺的位置變化,支撐的滾動體的位置是相對移動的,因此預緊量和剛度在變化,運行精度也會變差。所以希望滾動體部分的全長比最大的行程要長。因為滾子徑的相互差會引起運行精度在狹范圍內的變動和使非同期成分的產生,依據筆者的經驗,如果上述的滾子部全長變長,可以得到平均化效果,對運行精度也有影響。
根據這樣的對策,行程350mm的平臺的水平/垂直方向的直線度可以達到0.6μm,垂直轉向達到1.9秒,偏轉轉向達到0.5秒。
4.1.3. 微小滑動
這樣的非循環型直線滑塊外形小,并且和循環型相比沒有因循環引起的非同期變動成分,適合高精度使用。
但是,非循環型直線滑塊也有缺點,其中之一就是微小滑動這一現象。這個現象是在平臺往復運動的過程中保持架相對與導軌的相對位置會一點一點地偏移,最終保持架會脫離出導軌。雖然導軌的兩端會安裝止動裝置,但保持架會撞到止動裝置造成運行精度不良,也會產生保持架破損。
作為對策,有嘗試使用齒輪架或者鋼絲等來矯正導軌和保持架的位置,但結構很復雜,這個特性的類型也會損壞。
筆者在詳細地對微小滑動進行實驗確認之后發現,在滾子和導軌都保持著正常精度的情況下,微小滑動容易因為預緊不均勻和潤滑性能過于良好而引起,相反,對滾子進行特殊的表面處理可以抑制這種現象。并且在一般的使用范圍內,微小滑動現象可能不會發生。但是,在平臺負載運動的情況下會造成預緊不均勻的現象,所以需要注意,要像前文說述一樣盡量加長滾子部位的長度,使載荷得到平均化。
4.2. 直線導軌
直線導軌因為導軌很長,導軌的精度最后由導軌安裝面的形狀來決定。所以必須制造高精度的引導面,使得引導面的平直度、安裝面之間的平行度都高精度化。這種情況下,安裝面的粗糙度并不是問題,形狀精度才是重要的,所以并不是必須使用研磨加工。
雖然基本情況下引導面的精度會影響安裝面精度,但現實中受導軌和滑塊之間的相互干涉、接觸部位的變形等平均化效果的影響,安裝面精度的影響會降低到1/2~1/10。圖7是從安裝面精度到安裝體精度的測量示例,可以明顯看出上述現象。
特別是在安裝面經過削刮加工后達到1~2μm粗糙度后,用治具測量的例子中,垂直轉向達到0.2μm/360mm ,偏轉轉向達到0.8μm/390mm,得到了逼近靜壓引導的高精度。
直線導軌(其他滾動體循環類型同理)有向平直度這樣的廣范圍變動,也有滾動體循環關聯的狹范圍變動。
狹范圍變動的原因之一是螺釘鎖緊引起的誤差。這是因螺釘固定的鎖緊力導致導軌和導軌溝道的變形而引起的。這種誤差的消除,可以通過使加工的安裝時的螺釘鎖緊力等于實際使用時的鎖緊力,再進行溝道研磨來解決。
還有一個原因,是鋼球在出入負載圈過程中引起的鋼球通過成分。這種成分是因為傾斜誤差引起的,所以在加工點在平臺的懸垂點時會增大,是一種平直度的狹范圍變動。
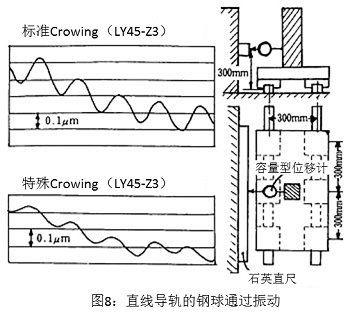
這種變動是因為鋼球在出入負載圈時引起的,為了使鋼球順滑地出入負載圈,可以把滑塊溝道的端部設計成緩緩傾斜的形狀(Crowning),使這種變動減少。這種變動在預緊大的時候變動值會變大,并且和滑塊單體相比,平臺安裝后因為平均化的效果變動會變得很小。
所以,為了減小這種變動,提高鋼球接觸部位的剛度,設計出預緊力引起彈性變形小的溝道形狀(NSK-LY型);適當地設計Crowning的型狀;從整體設計的角度出發,因為誤差會隨著角度擴大,所以為了控制懸垂量,滑塊之間要設計足夠的跨距;預緊力設計在最小限度;滑塊數增加提高平均化效果等等。如圖8的測量示例所示,標準品在懸垂300mm位置的變動量是0.16μm,特殊Crowning使用后可以得到0.07μm以下的變動量。
5. 定位精度的測量示例與原因分析
定位精度這樣的詞語使用非常廣泛,到底如何定義還沒有明確的規定。一般來說美國機床工業協會的提案被最廣泛地使用。
這種考慮方法是,由任意一點,重復7次進行同一方向的定位,得出的數據中計算出平均值X和離散程度σ,定義以X為中心偏差±3σ, 即
 和
和
 范圍內的最大/最小值為系統精度,同時定義±3σ是重復精度。這個方法初看很合理,但只有在實際誤差符合正態分布的時候才合適,在誤差是有特殊規律的時候則是錯誤的。并且,只有這種評價方法的時候誤差的原因分析也很困難。
范圍內的最大/最小值為系統精度,同時定義±3σ是重復精度。這個方法初看很合理,但只有在實際誤差符合正態分布的時候才合適,在誤差是有特殊規律的時候則是錯誤的。并且,只有這種評價方法的時候誤差的原因分析也很困難。
筆者這里介紹別的隨著平臺的連續移動測量,從出現的周期性規律力評價誤差原因的手法。
5.1. 機床的定位精度測量
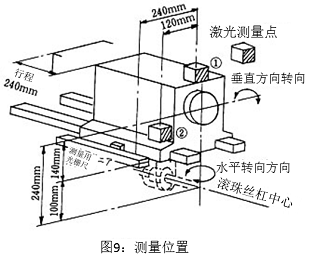
對一臺半閉環控制的機床中使用光柵尺進行測量,得出很大的誤差(30~40μm/240mm)。為了尋找原因,使用激光測長儀對定位精度,姿勢精度進行測量。測量點如圖9所示。
圖10表示平臺的垂直轉向精度和水平轉向精度,特別是水平轉向精度的誤差很大。圖11表示各個測量點中用光柵尺和激光測長儀測量定位精度的結果,用實線表示。各個測量點的結果有很大不同。計算出包括所有位置誤差從圖10所示的姿勢精度在內的各個測量點的所有位置誤差,再加上滾珠絲杠的導程精度的值,在圖11中用虛線表示。可以看出,這和定位精度基本一致,但是,如點劃線所示滾珠絲杠的導程誤差非常小,定位精度基本由姿勢精度而決定。
一般平直度作為平臺的姿勢精度來測量的情況很多,在行程比較小的場合,測量結果只有4μm,雖然往往被誤解為精度很高,但也能了解這對定位精度的影響很大。
平臺的姿勢精度受定位精度的影響很大,并且在廣范圍的變動誤差中溫度上升對姿勢精度也有很大程度的影響。
在全閉環控制的時候姿勢精度的影響也會出現,比如使用光柵尺對位置進行控制時平臺中心會有大的定位精度誤差存在。
5.2 空程的評價
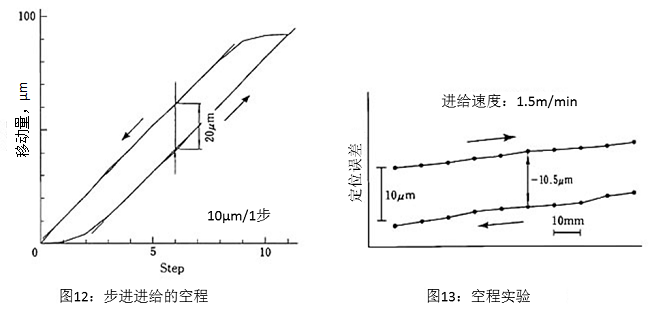
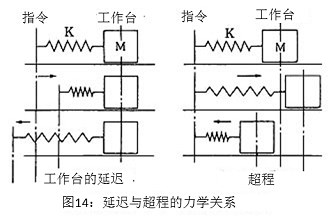
圖12展示了NC機械步進進給的結果,產生了20μm的空程。使用同樣的機器,不斷增大運送速度進行測量,如圖13所示,空程量為負(移動過了)。這是因為啟動時相對于指令實際的運動有所延遲,因此停止時出現了超程。
圖14是建立了延遲和超程狀態的力學模型。如模型所示,延遲和超程在力學上都是同一個關系,所以往復的空程是啟動時的延遲或停止時的超程的2倍。現在,如果只出現延遲而不出現超程,將會成為圖12一樣的空程,如圖13所示相比延遲超程的誤差較大。
超程由于根據停止時的力學狀態會發生變化,平臺模型假定為1自由度的彈簧質量模型,求出運送速度和空程的關系,并與實測值做比較,如圖15所示。可以看出,計算值和實測值比較吻合。
5.3. 小型平臺的測量
圖16是精密定位平臺中半閉環控制和全閉環控制下的定位精度的測量示例。這個平臺由滾珠絲杠(導程3mm)和交叉滾子導軌構成,半閉環的編碼器是1000分度/1轉,全閉環是使用分辨率為0.1μm的光學光柵尺。測量結果顯示,即使把測量誤差包括在內,也具有較高的精度。
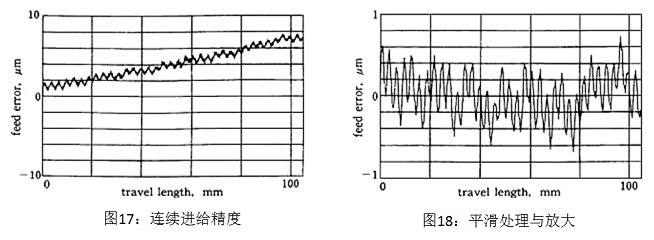
雖然這種評價方法評價討論此平臺具有何種水平的精度,但無法知道此精度內包含了怎樣的誤差要素。為了探討誤差原因,如圖17所示,為測量連續進給進度的結果。測量方法是觸發電機內藏的編碼器,1轉中采集100點數據,發現出了周期性的誤差成成分。為了分析這個狹范圍變動成分,將數據經過傾斜補正后,通過平滑處理(移動平均),縱軸擴大處理后得到圖18的圖形。這次測量雖然使用了激光測長儀,但一位微小振動或空氣狀態等環境因素有±0.1~0.2μm的波動。為了消除這種成分對數據進行了平滑處理。
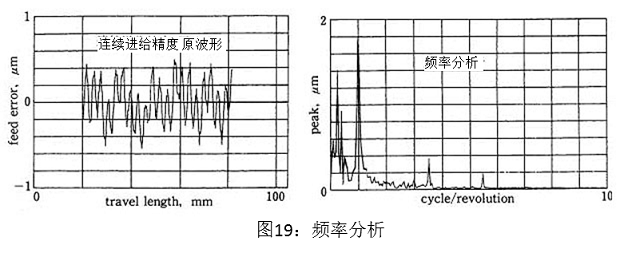
圖19展示了對原波形的一部分進行頻率分析的結果。從圖中可以得知,在0.25~0.4cycle/rev.和1cycle/rev.附近有特征頻率出現。圖20是通過逆傅立葉變換濾波了0.5cycle/rev.以下的頻率的成分之后的結果。高頻成分包含在內,周期3mm(1轉)的成分幾乎占了全部。即使考慮這次測量使用的編碼器的1轉的累積誤差為基本分辨率的1/10,也會存在每轉0.3μm的周期誤差。實測的誤差是0.5~0.7μm,至少一半以上是編碼器的誤差,剩下的推測是滾珠絲杠振動回轉產生的誤差和導程誤差。
圖20為逆轉1周且濾掉了周期成分(0.8~1.2cycle/rev.)的結果。出現了高頻成分的亂波,周期12mm(0.25cycle/rev.)的成分為0.5~0.6um。這個成分與螺紋磨床的螺紋導程一致,因此認為是由于滾珠絲杠的導程誤差引起的。可以根據分析連續進給精度的周期性,分離出各要素的誤差,進行評價。
6. 后記
以滾珠絲杠和滾動引導裝置對定位精度的影響因素進行了討論。
今后考慮超精密定位的課題時,可以確立各種各樣的有意義的課題。
本文沒有對運動響應問題進行論述。如果有機會,會討論高加減速響應和2軸定位的周期精度。
本報告只限定討論定位精度,但實際使用過程中,清潔環境、真空環境、非磁性環境或高速化下帶來的振動、噪音等也是一個課題。
如果本文由內容不充足或者語言不到位的地方,請指出。如果本文能在定位機構因素的技術上貢獻微薄之力,本人也會倍感到榮幸。
參考文獻:
- 1) 塚田, 其他:精密機械設計便覽,98,(社)精機學會
- 2) 米田:應用機械工學,1984年5月刊,98~103
- 3) 相澤,其他:NSK Technical Journal, N0646,(1986)54
- 4) 田中:應用機械工學,1987年8月刊,110~116
- 5) 大野木:機械技術,第35卷9刊,(1987)77~83
- 6) 木村,其他:機械技術,第35卷9刊,(1987)115~121
- 7) 高橋:應用機械工學,1987年4月刊,104~109
- 8) 二宮:超精密傳送定位機械的設計·評價,75~85,TRICEPS(1987)
- 9) 垣野,其他:精密工學志,第54卷9刊,(1988)131~136
- 10) NMTBA:DEFINITION AND EVALUATION OF ACCURACY AND REPEATABILITY FOR NUMERICALLY CONTROLLED MACHLNE T00LS
- 11) 山口,其他:NSK Bearing Journal, No.640, (1980) 35~49